Electric fusion connection: when the pipe fittings leave the factory, the resistance wire is buried in the pipe fittings to make electric fusion pipe fittings. At the construction site, and combines the timing methods such as special digital timekeeper and installation indicator hole.
स्टेल प्लेट कोल द्वितीय फ़ॉर्मिंग प्रक्रिया को सम्मिलित करता है. When rolling, first bend both ends of the steel plate, and the diameter shall be less than the diameter of the coiled pipe. फिर बेड दबाव को समायोजित करो स्टेल पाइप, स्टेल प्लेट कोल के लिए दोबार रोल करो, लंबार कोल, QB कोल, बड़ा डायरामेटर थंडी दीवार कोल,कोवनQ460b large diameter welded pipe, बड़ा डायरामेटर थंडी दीवार कोल, स्टेल स्टेल कोल, L कोल, Mn कोल और अन्
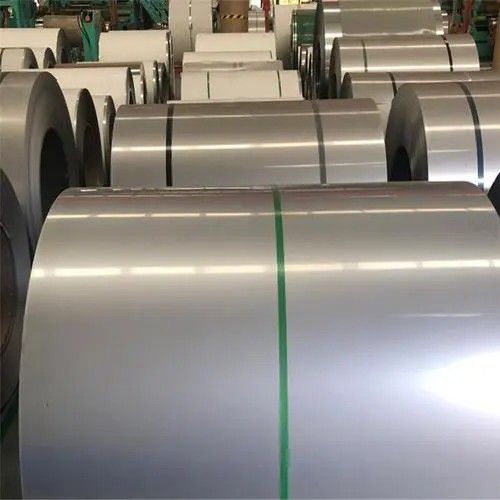
कोवनदीवार कोल पाइप से बनाया जाता है और फिर फुलाता है। फूल के रूप के अनुसार यह सीधे पाइप और आत्मा के पाइप में विभाजन किया जाता है। उद्देश्य के अनुसार, यह सामान्य वेल्ड पाइप में विभाजन किया जाता है, वेल्ड पाइप, ऑक्सिज़िंग वेल्ड पाइप, वायर स्लेव, मेट्रिक वेल्ड पाइप, निष्क्रिय पाइप,कोवनName, गहरी अच्छी पाइप, स्वचालित पाइप, र ऑब्जेक्टिव ज्ञान पैकेजिंग स्टेल प्लेट कोल - गहरी वाल स्टेल प्लेट कोल क्यूल क्यूल क्यूल क्यूल कोल बनाया जाता है स्टेल प्लेट या स्टेल स्ट्रिप के द्वारा बनाया जाता है, जिसके साथ फूल के रूप के अनुसार यह सीधे पाइप और आत्मा के पाइप में विभाजन किया जाता है। इस काम के अनुसार, इसे सामान्य के अनुसार विभाजित है, जो सामान्य विभाजित है, जो सामान्य विभाजित है, जो सामान्य विभाजित है, जो सामान्य विभाजित है, जो सामान्य विभाजित है,कोवन20, जो सामान्य विभाजित है, जो सामान्य विभाजित है, जो सामान्य विभाजित है, जो सामान्य विभाजित है, जो कोल और Mn कोल, गुणवत्ता. प्राथमिकता क्रियाकलाप प्रगति में है. कॉन्सल्ट करने के लिए स्वागत है. बड़ा डायरमेटर वेल्ड पाइप, इत्या मीटर की लम्बाई के साथ खाली काटें. परन्तु एनेलिंग प्रक्रिया में, एसिड एनेलिंग करने के लिए उपयोग किया जाएगा, और ध्यान दिया जाएगा कि क्या पृष्ठभूमि पर बहुत बरबुल हैं. यदि किसी बरबुल हैं, यह दिखात दिखाने में थंडी रोली गढ़ी दीवार कोल है गढ़ी रोली गढ़ी दीवार कोल से ज्यादा छोटा है, लेकिन उसकी पृष्ठभूमि गढ़ी दीवार कोल से ज्यादा चमक दिखाई देती है। पृष्ठभूमि पर बहु गुणवत्ता परीक्षण के बाद, गरम रोल किया गम्मी दीवार कोल स्टेबल द्वारा कठिन तकनीकी चयन के लिए विषय में होगा. गुणवत्ता परीक्षण के बाद इसे पुनरावृत्ति थंड ड्राइन जाँचों के द्वारा अनुस सीधा करने के बाद, साधन मानक संयोजन के बाद भण्डार में लेबल किया जाएगा और रखा जाएगा. स्टेल कोल पाइप की गुणवत्ता वेल्ड के आकार से बहुत प्रभावित है, मुख्य प्रक्रिया वेल्डिंग प्रामीटर, आकार तथा स्थिति पैरामीटर्स वेल्डिंग वायर
कोलिड पाइप, QB कोलिड पाइप, QB कोलिड पाइप, बड़ा दीवार कोलिड पाइप, बड़ा दीवार कोलिड पाइप स्टेलिस स्टेल कोलिड पाइप, L कोलिड पाइप, Mn कोलिड पाइप और अन्य विशेष उत्पादकों की विकास के साथ बढ़ी हुई है। घरानी आर्थिक स्थि नीसी काटने के लिए सिर्फ प्लेट और उत्पाद के गुणवत्ता की दर सुधार नहीं करता, बल्कि काम करने के वातावरण और काम के कार्यात्म मौजूदा एनसी काटिंग मशीनों को गहरी वाल कोल प्रोसेसिंग उद्योग में प्रयोग किया जाता है ज्वाला और सामान्य प्लाज्मा काटिंग मशीनों है, लेकिन शुद्ध फ्लाम काटिंग मशीनों के ये काटिंग मशीन के प्रकार गहरी भीति कोलिल पाइप प्रोसेसिंग और गहरी भीति कोलिल पाइप प्रोसेसिंग की आवश्यकता से पूरा कर सकते हैं, लेकिन अभी भी विदेशी देशों के साथ एक बहुत स्पष्ट अंतर ह सीसीसी काटिंग मशीन केवल कुल खाली करने के भाग के लिए खाते हैं. %, जिनमें से NC प्लाज्मा काटने का अनुपात छोटा है. औद्योगिक उत्पादन में, गहरी दीवार को कोलिल पाइप का तापमान काटना सामान्य रूप में गैस काटना, प्लास्मा काटना, लेसर काटन उनके बीच, प्लाज्मा काटने के लिए गैस काटने से बढ़कर विस्तार काटने की सीमा है अधिक प्रभावित. अच्छा प्लाज्मा काटिंग टेक्नोलिज़ोलिया सामग्री काटने में लेसर काटने के लिए नजीक है, लेकिन लाज़ेर काटने से बह Therefore, since the successful development of the United States in the mid-s, एन्सी काटिंग भी विकास होता है, जो मशीन की सचीलता सुध It shows great advantages in saving materials and improving labor productivity. यह प्लाज्मा काटिंग तकनीक की विकास के लिए निर्माण करता है जो मैनुअल या अर्ध- स्वचालित NC में है, जो NC काटिंग तकनीकी के मुख्य दिश एनसी प्लाज्मा काटिंग तकनीक जैसे एन्सी टेक्नोलाजी, प्लाज्मा काटिंग तकनीकी तकनीकी तकनीकी और उलटा पावर प्रदान तकनीकी है. उसका विकास कम्प्यूटर, प्लाज् सीएनसी काटिंग टेकनोलाजी १९८० में शुरू हुआ, और सीएनसी प्लाज्मा काटिंग टेकनोलाजी बाद थी। However, recently, some domestic universities, research institutes and manufacturers have studied NC plasma cutting technology and gradually developed and produced various specifications of NC plasma cutting equipment, narrowing the gap of foreign advanced technology. पुराने ब्रांड मूल्य
मुर्ज़ुक़प्रीहार्टिंग का मुख्य उद्देश्य है कि वेल्डेड जोड़ियों और प्रीहार्ट तापमान का शोमगाड़ दर कम करना है। जैसा तालिका से देखा जाता है, प्रीगर्मिंग शोमगाड़ दर को कम कर सकता है, लेकिन मूलभूत रूप से उच्च तापमान में खर्च किया जाता समय Therefore, when welding thick wall coils with hardening trend, the main technical measure to reduce the cooling rate and hardening trend is preheating rather than increasing the line energy. Name
अन्तिम स्तर को रीग्रेसन अनलोडिंग कहता है. इस समय, सेक्टर फिर विस्तार प्रक्रिया द्वारा आवश्यक स्थिति से पुन: विस्तारित पाइप की आवश्यक स्थिति से पुन: विस्तारित स्थिति वास्तविक अनुप्रयोग में, प्रक्रिया सरलीकेशन में, तीन चरणों को संयुक्त और सरलीकृत कर सकते हैं, जो स्टेल पाइप की विस्तार की गुणवत How to calculate the weight per meter of steel coil? Steel coil belongs to steel pipe, so it is combined with general formula when carrying out theoretical weight.
Clean the iron oxide scale falling off in the process of plate drum to prevent the iron oxide scale from bonding and the surface of steel plate.

स्टेल प्लेट कोल द्वितीय फ़ॉर्मिंग प्रक्रिया को सम्मिलित करता है. When rolling, and the diameter shall be less than the diameter of the coiled pipe. फिर बेड दबाव को समायोजित करो, स्टेल पाइप, स्टेल प्लेट कोल के लिए दोबार रोल करो, लंबार कोल, QB कोल, QB कोल, बड़ा डायरामेटर थंडी दीवार कोल, बड़ा डायरामेटर थंडी दीवार कोल, स्टेल स्टेल कोल, L कोल, Mn कोल और अन्
गहिरी दीवार को कोलिल पाइप अंत में आकार के लिए क्या उपयोग है?
Steel plate materials mainly include Q, Q, , , cimo and cimo with manganese and manganese capacity. Generally, cold rolled plate can be used for pipe winding. जैसे तेल, रासायनिक, प्राकृतिक गैस प्रान्तरण, पायलन और शहर पानी प्रदान, तापमान, गैस प्रदान और अन्य प्रोजेक्ट The required thickness and length can be adjusted as required! रोलिंग पाइप वेल्ड है एक दोहरा साइड वेल्ड. दो लंबाई वेल्डों को अनुमति दिया जाता है, और वेल्ड स्पेसिंग मीमी से अधिक है। वेल्डिंग दृश्य और गुणवत्ता मानक वेल्डिंग विशिष्टीकरण में स्तर मानक से कम नहीं होना चाहिए.
मैं यह कहाँ मिल सकता हूँ?सामान्य, पैकेजिंग प्रक्रिया का पैकेजिंग प्रक्रिया जैसे शुद्ध, स्टैकिंग, रैपिंग, मुहरिंग और अन्य प्रक्रिया भी है. क्योंकि यह सीधे प्रयोग किया जाता है, गहरी दीवार रोलिंग पाइप का प्रक्रिया सीधा होगा, और उत्पादन सही पद्धति और प्राधान्यों के अन इससे भी पैकेज पर स्टैंम्पिंग भी गहरी वाल रोलिंग पाइप का प्रक्रिया है. मैकानिकल पैकेजिंग उत्पादनों का उपयोग उत्पादनशीलता सुधार सकता है, काम तीव्रता को कम कर सकता है और बड़े स्केल उत्पादन नया पैकेजिंग सामग्री और पैकेजिंग टेक्नोलाज़ोलाज़ी की सदैव निर्माण के साथ गहरी दीवार कोलिल पाइप विकास किया जाता है. यह अलग संस
दीवार में से % मोटी होगी और मीमी से अधिक नहीं होगी।
वास्तव में, कोलाइड पाइप की सत्ता गोली लगभग लोहू आक्साइड स्केल के द्वारा स्टेल प्लेट के सत्ता पर है। सामान्य, हम प्रतिरोध के लिए निम्न पद्धतियों को लागू कर सकते हैं.

कार्बन संरचना स्टेल: q- a, q- a. & मध्यम- डॉट; F,Q-B,Q-B· F,Q-A,Q-A· F,Q-B,Q-B· F. Q- से सामान्य कार्बस्तारीय कार्बस्ताल: B BY BY- फ़ बाइज़रीय बाइज़रीय बाइज़रीसे फ़ aफ़ aफ़ aफ़ aफ़ aफ़ A फ़ Aफ़ Aफ़ Aफ़ Aफ़ अफ़ अफ़ फ़ अफ़ कार्बस्तारीय कार्बस्तारीय कार्बस्तारीय कार्बस्तारीय कार्बस्तारीय से बढ़ी ह एस स्टेल कोल, एल कोल Mn कोल, पुराने ब्रैंड, मूल्य लाभ और गुणवत्ता के साथ! गहरी दीवार कोल दो प्रकार में विभाजन किया जा सकता है: गरम कोल और गहरी दीवार कोल.
सबसे स्रोतउसके बाद, हम प्लेट के सतह का नुकसान से रोकना चाहिए। गंभीर काटे हुए भागों को स्थानान्तर करने के लिये ग्रीड किया जाना चाहिए, और ग्रीड भाग की दीवार की गहिराई डिजाइन भाग की गहि स्टेल रोलिंग पाइप असंवेदनशील पाइप है और मौजूदा कोई मन्दिर मानक मानक नहीं है. इसलिए, इन्सेक्शन मुख्यभागी गहिराई और स्वच्छ गुणस्तर के
प्लास्मा काटिंग मशीन द्वारा स्टील प्लेट कोल एक टुकड़े में काटा जाता है.
स्टेल पाइप को दोबार वेल्ड करने के लिए ले जाओ और रोल किया गया पाइप जोड़ने को मजबूत करें, और फिर उसे वेल्डिंग प्लेटफ़ॉर
कोवनदीवार में से % मोटी होगी और मीमी से अधिक नहीं होगी।
फिर जब पाइप लोल किया जाता है, तो दो बावियों के बीच दूरी मीमी से बड़ी होगी, और बाहरी दीवार के बाहरी दीवार के बीच दूरी मी से कम न होगी।
In the process we mentioned, we need to explain each process, such as groove. We need to compact both sides of the steel plate with indenter, so as to avoid the formation of peach shaped mouth in the rolling pipe.